Nombre Parcourir:0 auteur:Éditeur du site publier Temps: 2024-08-06 origine:Propulsé







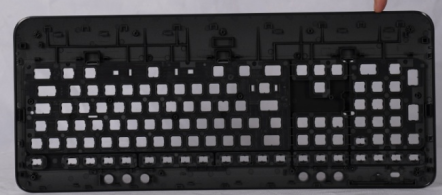
Le moulage par injection est un processus de fabrication qui implique l'injection de matériau fondu dans un moule pour produire diverses pièces et produits. Lorsque la luminosité de surface de ces produits est inégale, elle peut affecter l'attrait esthétique et la qualité perçue . Ce problème est particulièrement crucial dans les industries où la qualité visuelle du produit est essentielle, comme l'automobile, les biens de consommation et les dispositifs médicaux. La compréhension et la lutte contre les causes de la luminosité de surface inégale peuvent entraîner des sorties de meilleure qualité et une réduction des déchets . Cet article vous guidera à travers les causes communes et les étapes exploitables pour résoudre une luminosité de surface inégale dans les produits de moulage par injection.

Moulage par injection: un processus de fabrication pour produire des pièces en injectant un matériau fondu dans un moule.
Éclairage de surface: la propriété réfléchissante de la surface d'un produit, qui peut apparaître inégale en raison de divers facteurs pendant le processus de moulage.
Moule: une forme ou une matrice creuse dans laquelle le matériau fondu est injecté pour produire une forme souhaitée.
La luminosité de surface inégale peut résulter de plusieurs facteurs , notamment la température du moule, le choix du matériau, le temps de refroidissement et les réglages de la machine. Pour résoudre le problème, vous devez d'abord identifier la cause profonde. Certaines causes courantes comprennent:
Température de moisissure incohérente: différentes zones de la moisissure peuvent avoir des températures variables, conduisant à des taux de refroidissement incohérents et à une luminosité de surface.
Composition du matériau: les variations de la composition du matériau peuvent affecter la finition de surface.
Temps de refroidissement: Les temps de refroidissement incohérents peuvent entraîner des textures de surface et une luminosité variables.
Vitesse et pression d'injection: les déséquilibres dans les paramètres de la machine peuvent provoquer des défauts.
Assurez-vous que la température du moule est cohérente tout au long du processus. Utilisez des capteurs de température pour surveiller les différentes zones du moule. Comparez les lectures et ajustez les systèmes de chauffage ou de refroidissement en conséquence.
Sélectionnez des matériaux avec des propriétés cohérentes et envisagez d'utiliser des additifs qui favorisent une finition plus uniforme. Consultez les fournisseurs de matériaux pour trouver les meilleures options pour vos besoins spécifiques.
| Type de matériau | Propriétés | recommandées Utilisation |
|---|---|---|
| Abs | Résistance à l'impact élevé | Pièces automobiles, électronique grand public |
| Polycarbonate | Transparence élevée, ténacité | Dispositifs médicaux, applications optiques |
| Nylon | Haute résistance, bonne abrasion | Composants mécaniques, engrenages |
| Polypropylène | Excellente résistance chimique | Emballage, articles ménagers |

Implémentez un temps de refroidissement cohérent pour assurer un refroidissement uniforme de surface. Vous devrez peut-être régler la conception du moule pour faciliter le refroidissement uniforme. Utilisez un logiciel de simulation pour prédire comment les modifications affecteront le processus de refroidissement et la finition de surface.
Affinez les paramètres de la machine pour assurer une vitesse et une pression d'injection équilibrées. Des réglages trop élevés ou trop bas peuvent entraîner des défauts. Effectuer des essais et effectuer des ajustements incrémentiels, en surveillant de près les résultats.
| de | la solution | de problème de potentiel |
|---|---|---|
| Vitesse d'injection | Trop vite: marques de brûlure | Réduire légèrement la vitesse |
| Trop lent: plans courts | Augmenter la vitesse progressivement | |
| Pression d'injection | Trop haut: flash / défauts | Diminuer progressivement la pression |
| Trop bas: remplissage incomplet | Augmenter la pression étape par étape |
Entretien cohérent: Maintenez régulièrement des moules et des machines pour éviter les fluctuations qui peuvent affecter la qualité de la surface.
Contrôle de la qualité: mettant en œuvre des mesures de contrôle de la qualité robustes, telles que les inspections régulières et les tests de luminosité de surface.
Collaborer avec les experts: Travaillez en étroite collaboration avec les fournisseurs de matériaux et les ingénieurs de processus pour optimiser la sélection des matériaux et les paramètres d'injection.
Formation: Assurez-vous que les opérateurs de machines sont correctement formés sur l'importance de ces facteurs et comment surveiller et ajuster les paramètres en conséquence.

La luminosité de surface inégale dans les produits de moulage par injection peut nuire à la qualité globale et à la valeur esthétique du produit final. En identifiant les causes profondes , de surveillance de la température du moule, , sélectionnant les matériaux appropriés , optimisant les temps de refroidissement et en ajustant les paramètres d'injection , vous pouvez améliorer considérablement la consistance de finition de surface. La maintenance régulière et le contrôle de la qualité robuste assurent encore un succès à long terme. La résolution de ces problèmes conduira systématiquement à une meilleure qualité, à moins de défauts et à une satisfaction accrue du client.